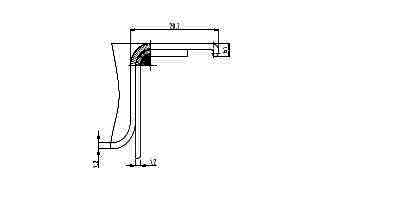
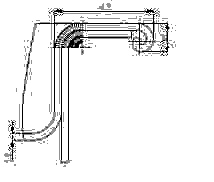
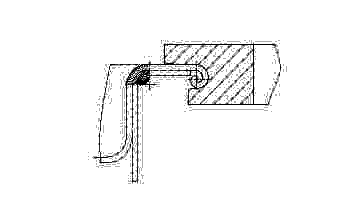
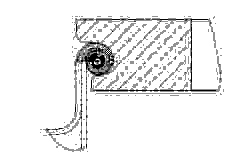
Research on triple seven-layer arc curling technology Liu Guoliang, 3602 Factory of the Chinese People's Liberation Army Metal packaging containers come in a wide variety of uses and applications. However, steel drums, as one of the main varieties of packaging containers, cannot be replaced by other types of packaging containers. In particular, the transportation export involving flammable and explosive materials of dangerous goods also puts forward higher safety and reliability requirements for steel drum packaging. At present, after decades of development in the domestic steel drum manufacturing industry, steel drum manufacturing technology has made great progress, including barrel making equipment, molds, and process equipment. In order to meet the requirements of national standards and international maritime safety regulations, some domestic barrel manufacturers have carried out a series of technical and technological research activities and achieved gratifying results. The internationally advanced triple-layer seven-layer arc curling technology has been applied and promoted in the domestic barrel industry. However, due to both cognitive and objective reasons, the three-layer and seven-layer arc-rolling process technology has been uneven. Mainly because the shape of the curl and the compactness of the layer are not enough. The sealing reliability of the steel drum is poor, and the drop test is difficult to meet the standard requirements. I have been working in the barrel technology for more than 20 years. I have been writing an article about the triple-layer and seven-layer crimping technology and sharing my insights and understanding of this technology with my domestic counterparts. For this purpose, we now use the method of establishing mathematical models to provide a quantifiable scientific support and theoretical basis for the triple seven-layer arc curling technology, reducing blindness and improving reliability. First, establish a mathematical model A mathematical model of the involute equation is established based on the crimping characteristics (see Section 3, Section 3, “Packaging and Packaging Process Design†in Steel Cylinder Manufacturing Technology). The displacement of the material thickness is offset by 2 times every 360 degrees of involute. Establish the mathematical model equation as the polar coordinate equation (taking 1.2 material thickness as an example): The angle θ is from 0 to 540 degrees, and is an angle of division every 5 degrees (the smaller the angle, the higher the accuracy, the smoother the involute is made). Calculate the polar coordinates (r, θ) corresponding to each point according to the formula (2). The formula (2) is the formula after the formula (1) converts the angle unit. The polar coordinate point of 72 points is made according to formula (2), and the triple curling edge is made with three points and one arc as shown in Fig. 1. figure 1 In the model of Fig. 1 made, the three-layer seven-layer crimping structure formed by the beading of the bottom of the barrel is formed by a tight structure between a layer and a layer. The center is where the seal ring structure is located. The center strip should be a solid full circle. Second, according to the establishment of mathematical models for process calculation According to the knowledge of material mechanics, we know that during the crimping process, due to the different characteristics of the inner and outer rings of the material, the inner and outer rings change in the material structure and internal stress. Since the material of the outer wall of the bead is subjected to tensile stress, the material will stretch and the material on the inner wall will be compressed and shortened due to the compressive stress. Therefore, to make a more accurate process analysis calculation, you need to find the neutral layer. The thin plate part has a neutral layer in the thickness of the material during the bending deformation process, and the material of the neutral layer located in the bending zone is neither stretched nor compressed, which is the length of the only deformation before and after the bending zone. Change position. The neutral layer of mild steel material is typically 0.64 in the thickness of the material. Therefore, the polar coordinate equation (3) of the neutral layer position can be derived from equation (2): The involute expansion length of this model is derived from the calculus knowledge of the arc length of the higher mathematics curve. Similarly, the arc length from 0 to 450 degrees can be calculated as According to the above calculation, the process dimension of the bottom cover of the bottom of the barrel can be made as shown in Fig. 2. figure 2 At present, some domestic barrel manufacturers do not calculate the size of the crimping process, but rely on experience and trial and error to determine the size is not accurate. A lot of time and money was wasted. It should also be noted that each of the determined process sizes corresponds to a corresponding model. And for the size of each process, the tooling is strictly required. At the same time, it should be noted that at present, when the domestic manufacturer produces the bottom cover of the bucket, the curling edge is an R round corner, which will adversely affect the triple crimping. as shown in picture 2. In addition to the shape and size of the curling portion of the bottom cover of the bucket, it is also important to match the shape of the barrel to the shape of the curling portion. Figure 3 shows a model diagram of the barrel body involved in the curling. image 3 Similarly, the curve arc length formula can be derived as: L=0.64×1.2x+0.6x2/3.1415926...........................(6) L=0.64×1.2×375×3.1415926/180+0.6×3752×3.1415926/180/180 =13.2 (mm) The barrel body directly participates in the curling angle of 285 degrees (6) L=8.6 mm According to the above calculation, the geometry of the barrel body can be made as shown in Fig. 4. The rounded corners of the barrel should not be rounded with equal radius R, but should be involute rounded corners. It is part of the triple seven-layer arc curl. Having said that, our calculation of the geometry size of the triple seven-layer arc curl is initially completed. Figure 4 Analysis and calculation of the hemming process of three- and three-fold seven-layer arc curling The realization of the mathematical model of triple seven-layer arc curling is actually a step-by-step, scientific and rational automatic realization process. First, the static model needs to be decomposed according to the dynamic process. It is usually implemented automatically on a dedicated three-roller assembly machine. Usually a roller can only finish 180 degrees of hemming, and the three rollers can only finish 540 degrees of hemming. If the machined model requires a hemming angle greater than 540 degrees, it cannot be crimped. Figure 5 Image 6 Figure 7 So far we have completed the calculation of the analysis of the dynamic process of the triple seven-layer arc curl. In this way, we will study the design of the tooling die for the crimping. There is a scientific basis. Fourth, the design and manufacture of the rolling roller As mentioned above, the three rollers are divided into work to complete the crimping process. That is, each roller only completes an arc of a triple seven-layer arc curl. The specific groove shape of the roller is shown in Fig. 8 as a schematic diagram of a grooved roller groove. Figure 9 is a schematic view of a groove of a two-way crimping roller. Figure 10 is a schematic view of a three-way crimping wheel groove. Figure 8 Figure 9 Figure 10 Therefore, the triple seven-layer arc curling is a technically important work with attention to detail. There can be no imperfections in the details. The roller geometry is important for crimping. Grooved machining can be machined with high precision CNC lathes. In addition, in order to extend the life of the roller, the material of the roller is made of high alloy die steel, and the heat treatment is vacuum heat treatment to reduce the deformation of the groove shape. The trough shape should be waxed and polished, and the surface finish will be longer. At the same time, pay attention to improve the lubrication conditions during the processing, and use the appropriate amount of drip to inject the lubricating oil into the grooved part. In short, the above is my understanding and insights on the three-layer and seven-layer arc curling technology of steel drums. For the reference of peers.
Indoor Trampoline Park is becoming more and more popular,it apply for amusement park,warehouse,shpping mall,indoor theme park,etc.It can be customized according to your location.
1) Indoor Trampoline park plan
2) Indoor trampoline park projects
3) Liben indoor trampoline parks
4) Contact information
Indoor Trampoline Park Indoor Trampoline Park, Indoor Trampoline Equipment, Indoor Trampoline Park Builder Liben Group Corporation , https://www.indoortrampoline.de
r=1.2+1.2×θ/3.1415926........................(1)
Where: r - polar diameter, mm.
Θ——polar angle, unit degree.
r=1.2+1.2×θ/180....................................(2)
Where: θ - polar angle, unit degree. 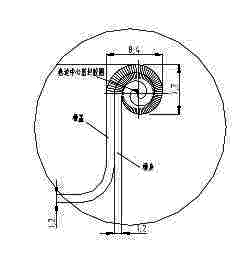
r=1.2×0.64+1.2×θ/3.1415926....................................(3)
L= ∫x0rdθ=∫x0(0.64×1.2+1.2θ/3.1415926)dθ...........................(4)
L=0.64×1.2x+0.6x2/3.1415926+1.2 ..............................(5)
Substituting X=540×3.1415926/180=3×3.1415926 into (5)
L=0.64×1.2×3×3.1415926+0.6×32×3.14159262/3.1415926+1.2
= 25.2 (mm)
L=0.64×1.2×2.5×3.1415926+0.6×2.52×3.1415926+1.2
=19 (mm) 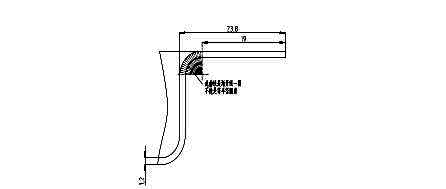

Where X is 0 degrees to 375 degrees 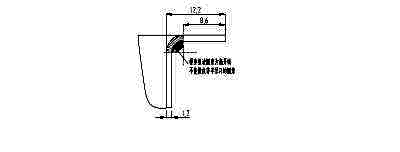
To analyze this process, the model of Figure 1 is first decomposed. According to the three rollers, the 180-degree curling of each roller is divided and completed continuously. The final model of the three roller machining is calculated by the curve arc length integration method.
As shown in Figure 5, the bottom of the barrel bottom cover begins to fit. The arc portion is required to fit well. This part of the involute arc is shaped by the mold, not the roller molding, it is part of the triple seven-layer arc curl. Figure 6 is a first wheel finish termination model. Figure 7 is a second roller processing termination die. Figure 1 is a third roller processing end die. 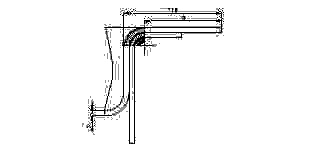





February 26, 2020